Höhere Produktion bei stabilerem Prozeß
Werbung

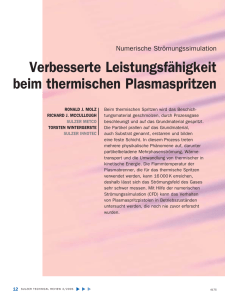
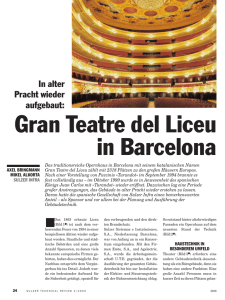
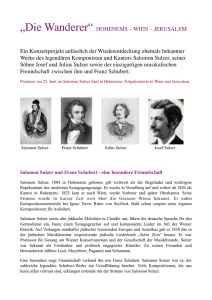
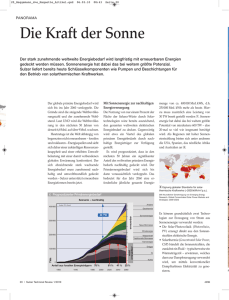
Plasmabrenner-Technologie Triplex: Höhere Produktion bei stabilerem Prozeß GÉRARD BARBEZAT SULZER METCO KLAUS LANDES UNIVERSITÄT DER BUNDESWEHR MÜNCHEN ■ Dicke Beschichtungen aus keramischen Werkstoffen, die neben einer hohen Schmelztemperatur auch über eine, verglichen mit Metallen, schlechte Wärmeleitfähigkeit verfügen, lassen sich bis heute nur durch Plasmaspritzen wirtschaftlich herstellen. Schichteigenschaften Die am häufigsten eingesetzten keramischen Spritzwerkstoffe sind Bestehende Ein-Kathoden-Plasmabrenner haben in vielerlei Hinsicht die Grenzen des technisch Machbaren erreicht. Sulzer Metco und das Team von Klaus Landes (Universität der Bundeswehr München), das sich mit Plasmaphysik beschäftigt, haben einen Brenner mit drei Kathoden entwickelt, der bei Tests im industriellen Umfeld vielversprechende Resultate erzielte. Cr2O3 (Bild 1■), Al2O3 und Al2O3TiO2, die aufgrund ihrer hohen Härte und Verschleißfestigkeit als Verschleißschutzschichten in der Luftfahrt, der Druck- und der Textilindustrie ebenso wie in der Wasserbautechnik und in der Papierindustrie Verwendung finden. Härte und Verschleißbeständigkeit der plasmagespritzten Keramikschichten werden aber durch den Porenanteil begrenzt, der – in 1■ Mit dem neuen Triplex-System mit drei Kathoden lassen sich bei vergleichbaren Leistungsdaten wesentlich dichtere und härtere Schichten erzeugen als mit herkömmlichen Ein-Kathoden-Brennern. Links eine typische keramische Schicht (Cr2O3), rechts eine typische Haftschicht (NiCr); letztere wird zur Verbindung von Oberflächen mit den Deckschichten aufgetragen. 32 SULZER TECHNICAL REVIEW 4/99 Abhängigkeit vom Werkstoff, vom verwendeten Pulvertyp sowie vom Spritzsystem und den eingestellten Parametern – im allgemeinen zwischen 2 und 5% liegt. Jede Reduktion des Porenanteils führt also zu einer Qualitätsverbesserung. (Eine Ausnahme stellt die ZrO2-Y2O3-Wärmedämmschicht dar, die mit einer Porosität zwischen 5 und 20% appliziert wird.) Wirtschaftlichkeit Bei herkömmlichen Plasmaspritzsystemen mit Leistungen zwischen 40 und 80 kW lassen sich bei oxidkeramischen Pulvern Förderraten von bis zu 80 g/min einstellen. In Abhängigkeit von den Spritzparametern, vom verwendeten Pulver und von den Bauteilabmessungen liegt der Auftragswirkungsgrad bei Al2O3 zwischen 40 und 70%, bei Cr2O3 dagegen nur bei 35 bis 45%. Verbesserungen des 3912 Anode Kathoden Auftragswirkungsgrades führen zu Pulvereinsparungen und zu kürzeren Beschichtungszeiten. Stromversorgung Prozeßstabilität Cr2O3 wird zum Beispiel in der Drucktechnik für die Beschichtung von Rasterwalzen eingesetzt, in deren Oberfläche mit Hilfe von Lasern ein feines, linienförmig angeordnetes Punktraster eingraviert wird. Neben einer hohen Härte und Verschleißbeständigkeit kommt es hier vor allem auf ein sehr feines, porenarmes, gleichmäßiges Gefüge an, das frei von Verunreinigungen ist. Die häufigsten Verunreinigungen sind metallische Einschlüsse, die durch Abbrand der Wolframkathode des Plasmabrenners während des Spritzprozesses verursacht werden. Schon ein einziger Metalleinschluß macht die Walze für das Lasergravieren unbrauchbar. Die Wahrscheinlichkeit für die Bildung solcher Einschlüsse nimmt – mit der Einsatzdauer der Kathode zu, weil die Wolframkathode thermisch belastet und beschädigt wird. Die durchschnittliche Standzeit einer solchen Kathode unter Produktionsbedingungen liegt bei einem gängigen Plasmabrenner, z. B. dem Typ F4 von Sulzer Metco, bei extremen Parametern zwischen 40 und 50 Stunden. HOHE ZIELE GESTECKT Bei einem neu zu entwickelnden Plasmabrenner-System standen deshalb folgende Forderungen im Vordergrund: Durch höhere Stand- Kathode Anode Stromversorgung – + 2■ Bei herkömmlichen Ein-Kathoden-Brennern kann der anodenseitige Lichtbogen-Fußpunkt (Pfeil) sowohl in axialer als auch in tangentialer Richtung wandern. Dabei ändern sich Spannung und Leistung, was zu unerwünschten Leistungsschwankungen und Lärmemissionen führt. + 3■ Beim Triplex-System werden drei Kathoden eingesetzt, die getrennt mit Energie versorgt werden; die anodenseitige Position der Lichtbogen-Fußpunkte bleibt axial dank der voneinander isolierten Neutroden (Pfeil), tangential dank der gegenseitigen Abstoßung der Bogen stabil. zeiten der Kathoden sollten die Prozeßstabilität verbessert und damit metallische Einschlüsse verringert und im Idealfall gänzlich vermieden werden. Weitere Ziele waren die Reduktion des Porengehaltes zur Verbesserung der Schichtqualität und die Steigerung der Wirtschaftlichkeit des Spritzprozesses durch erhöhten Wirkungsgrad bei gleichzeitig gesteigertem Pulverdurchsatz. Um diese Forderungen erfüllen zu können, mußte die bisher übliche Konzeption und Konstruktion von Plasmabrennern von Grund auf neu überdacht werden. TRIPLEX: DREI KATHODEN STATT EINE Bei herkömmlichen Brennern wie dem bereits erwähnten Typ F4 wird durch eine elektrische Gasentladung zwischen einer einzelnen Wolframkathode und einer einteiligen, düsenförmigen Kupferanode ein Lichtbogen erzeugt und durch Zufuhr elektrischer Ladung aufrechterhalten. Wäh- SULZER TECHNICAL REVIEW 4/99 33 4■ Schnitt der Düsenspitze des Triplex-Brenners: Durch drei Öffnungen (einer pro Lichtbogen) vor dem Ausgang der Anode wird das zu applizierende Pulver in die heißesten Bereiche des Plasmastrahls injiziert. rend der Lichtbogen mit seinem kathodischen Fußpunkt an der Spitze der Wolframkathode fixiert ist, kann sich der anodische Fußpunkt an der ausgedehnten Innenwandung der Anode in axialer und tangentialer Richtung bewegen (Bild 2■). Die Wanderung des anodischen Lichtbogen-Fußpunktes bedeutet Änderungen der Lichtbogenlänge und führt damit bei konstant gehaltenem Strom zu Schwankungen der Lichtbogenspannung und -leistung. Dies wiederum verschlechtert wegen un- terschiedlichen Wärmetransfers und Beschleunigung des am Ausgang der Düse injizierten Pulvers die Qualität des Prozesses. Im neuentwickelten Plasmaspritzbrenner Triplex wird eine effektivere und gleichmäßigere thermische und strömungsmechanische Beeinflussung der Pulverpartikel erzielt; dies aufgrund der folgenden Eigenschaften: • Der Triplex-Brenner hat drei gegeneinander isolierte Kathoden, die durch unabhängige Stromquellen versorgt werden und von denen drei identische Teillichtbögen ausgehen. • Für die anodischen Fußpunkte dieser Teillichtbögen wird eine Wanderung sowohl in axialer als auch in tangentialer Richtung durch konstruktive Maßnahmen vermieden (Bild 3■). • Die so stabilisierten Teillichtbögen bilden zusammen einen stationären Gesamtplasmastrahl. Prozeßstabilität (V) Triplex THERMISCHE WANDBELASTUNG REDUZIERT Im Fall eines einzelnen Lichtbogens würde bei üblichen Leistungen die Fixierung des anodischen Fußpunktes eine zu hohe thermische Wandbelastung veursachen und damit die Anode schwer beschädigen. Beim TriplexBrenner wurde die elektrische Leistung deshalb auf drei parallel brennende Lichtbögen aufgeteilt, so daß auch die Wandbelastung an den anodischen Fußpunkten maßgeblich verringert werden konnte. Als Vorteil ergibt sich eine erhöhte Standzeit der Anode. Zwischen Kathodenbereich und Anode ist die Düse des Triplex-Plasmabrenners aus mehreren gegeneinander isolierten sogenannten Neutroden aufgebaut. Durch die Anzahl der Neutroden können die Länge und die Spannung der Lichtbögen sowie die Enthalpie des Plasmas gezielt variiert werden. PRAKTISCHE ERFAHRUNGEN Herkömmlicher Brenner 40 h Betriebszeit 200 h 5■ Die Leistung der Triplex-Kathoden bleibt mehr als 200 Stunden lang stabil; Ein-Kathoden-Systeme weisen demgegenüber einen kontinuierlichen Leistungsabfall auf und können nicht viel länger als 40 bis 70 Stunden bei kritischen Parametern eingesetzt werden. 34 • Dessen Dreifachsymmetrie kann vorteilhaft durch einen Dreifachinjektor (Bild 4■) genutzt werden. SULZER TECHNICAL REVIEW 4/99 1997 ging das erste Triplex-System in Betrieb; es hat eine maximale elektrische Leistung von 25 kW. Mit dem zweiten System, das eine maximale Leistung von 50 kW aufweist, werden seit Mitte 1998 im industriellen Umfeld Erfahrungen gesammelt. Der Triplex-Brenner wird mit einem Gas-Gemisch aus Argon und Helium oder mit reinem Argon betrieben – der Einsatz von Wasserstoff ist nicht nötig, was ein Vorteil bezüglich Sicherheit ist. 6■ Die Strömung des Plasmastrahls des Triplex-Brenners (oben) ist praktisch laminar, im Gegensatz zu derjenigen eines Brenners vom Typ F4 (unten), die deutliche Turbulenzen aufweist. (Abbildungszeit bei beiden Aufnahmen 50 Nanosekunden.) Wirtschaftlichkeit des Plasmaspritzens keramischer Werkstoffe im Vergleich zu herkömmlichen Ein-Kathoden-Brennern deutlich – ohne daß die Leistung erhöht werden mußte. Die Prozeßzeiten werden deutlich reduziert. 1999 nahmen vier Triplex-Anlagen (drei in Europa, eine in den USA) den Betrieb auf. Die Technologie ist ausgereift und kann auch in Lizenz angewendet werden. Ω INFO DIRECT Sulzer Metco AG (Switzerland) Gérard Barbezat Rigackerstraße 16 CH-5610 Wohlen Schweiz Telefon +41 (0)56-618 81 81 Telefax +41 (0)56-618 81 99 E-Mail [email protected] Bogenspannung (V) Die Durchflußmengen liegen bei Ar zwischen 15 und 90 l/min, bei He zwischen 5 und 40 l/min. Als Gesamtstromstärke, die sich auf die drei Kathoden aufteilt, können Werte zwischen 300 und maximal 600 A bei Spannungen von ungefähr 80 bis 110 V eingestellt werden. Untersuchungen von Schichten aus Cr2O3, Al2O3 und Al2O3TiO2 zeigen, daß sich mit dem Triplex-System bei vergleichbaren Leistungsdaten wesentlich dichtere und härtere Schichten erzeugen lassen als mit einem herkömmlichen F4-Brenner. Dabei lassen sich neben einem doppelten bis dreifachen Pulverdurchsatz auch noch wesentlich höhere Auftragswirkungsgrade erzielen; diese beiden Faktoren ermöglichen eine Gesamtproduktivitätssteigerung von 300%. Dreifache Pulvermenge bedeutet für das zu beschichtende Werkstück allerdings auch die dreifache Wärmebelastung – die relativen Bewegungen zwischen Brenner und Werkstück müssen entsprechend angepaßt werden. Das Triplex-System ist aus diesem Grund vor allem für die Beschichtung von großen bis mittleren Teilen geeignet. Beim Triplex-System wurden auch bei sehr hohen Leistungen Standzeiten der Kathoden von mehr als 200 Stunden erzielt (Bild 5■). Da- durch wird einerseits die Qualität der Schichten auf kritischen Produkten wie Rasterwalzen deutlich erhöht, weil der Kathodenverschleiß reduziert wird. Anderseits verbessert sich die Wirtschaftlichkeit des Spritzprozesses, weil die Stillstandshäufigkeit für Kathodenwechsel sinkt; durch die erheblich längere Standzeit werden auch die Qualitätssicherungskosten deutlich reduziert. Ein weiterer Vorteil des TriplexSystems ist die geringere Lärmbelastung, die auf den stabilen Lichtbogen (Bilder 6■ und 7■) und die weitgehend laminare Plasmaströmung zurückzuführen ist. Die Lärmbelastung ist, bei gleicher Leistungsaufnahme, mit 100 db(A) deutlich niedriger als beispielsweise beim F4-Brenner mit 120 db(A). Das Triplex-System verbessert die 100 80 +1 60 40 –1 20 0 0 1 2 3 4 Zeit (ms) 7■ Während herkömmliche Brennersysteme starke Leistungsschwankungen aufweisen (oben), bleiben die Leistungsschwankungen der drei Triplex-Lichtbögen in einem minimalen Bereich (unten). Das wirkt sich auch sehr positiv auf die Lärmemissionen aus. SULZER TECHNICAL REVIEW 4/99 35