Kristallisationsuntersuchungen an foto
Werbung

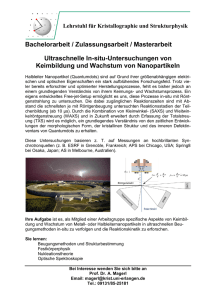
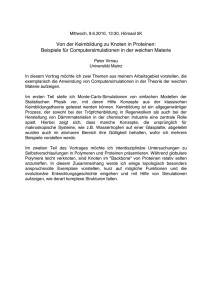
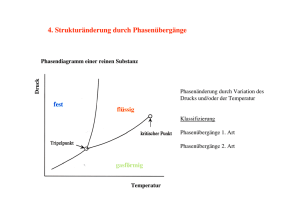
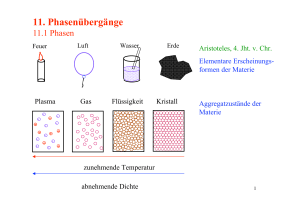
Kristallisationsuntersuchungen an fotostrukturierbaren Gläsern S. Mrotzek; A. Harnisch; D. Hülsenberg; G. Hungenbach Technische Universität Ilmenau, Fachgebiet Glas- und Keramiktechnologie 98684 Ilmenau, PF 100565 Im Rahmen des vom BMBF geförderten Verbundprojektes FuKoGlas (Nr. 03N1049F1) erfolgte die Entwicklung, Herstellung, Verarbeitung und Anwendung funktionsintegrierter Konstruktionsgläser für die Mikro- und Nanotechnik. Ein wesentliches Teilziel dabei war die kontinuierliche Herstellung eines fotostrukturierbaren Glases im industriellen Maßstab mit der dazugehörenden Anlagenkonstruktion einschließlich der Entwicklung der Schmelz- und Verarbeitungstechnik. Als besonders schwierig erwies sich hierbei das komplizierte Zusammenspiel von Schmelzund Verarbeitungstechnik und die Einstellung eines bestimmten Redoxverhältnisses während der Schmelze des Lithium- Alumo- Silikatglases mit Mikrozusätzen (SnO, Sb2O3, CeO2, Ag2O). Die Einstellung eines optimalen Redoxverhältnisses der polyvalenten Ionen Silber, Zinn, Zer und Antimon hat einen entscheidenden Einfluss auf die Kristallisationsfähigkeit und somit die Fotostrukturierbarkeit dieses speziellen Glases. Im vorliegenden Beitrag wird die Untersuchung des Kristallisationsverhaltens eines kontinuierlich geschmolzenen fotostrukturierbaren Glases beschrieben. Allgemeines zur Kristallisation von Gläsern Kristallisierte Gläser (Glaskeramiken) sind direkt nach dem Formgebungsprozess oder aber durch eine gezielte Wärmebehandlung gekühlter Gläser herstellbar. Voraussetzung für die Kristallisation von Gläsern ist das Vorhandensein von Keimen, wobei zwischen homogener (Keimbildung aus dem Stoff heraus) und heterogener Keimbildung (Keimbildung auf Basis von Fremdkeimen) unterschieden wird. Die zum Aufbau des Keims nötigen Komponenten müssen in der richtigen Zahl und Lage zusammengeführt werden. Keimbildung findet statt, wenn die Verringerung der freien Enthalpie ∆G des Systems ermöglicht wird. Die freie Enthalpie ∆G setzt sich zusammen aus einem Volumenanteil –∆GV (wird bei der Kristallisation frei) und einem Oberflächenanteil ∆GO (zur Überwindung der Grenzflächenspannung ist Energie nötig). Bei Abkühlung aus der Schmelze nimmt die Neigung zur Keimbildung mit sinkender Temperatur zu, bis durch weitere Temperaturverringerung (Viskositätserhöhung) die Diffusion so stark behindert wird, dass die Keimbildung wieder abnimmt. Bild 1 zeigt die Abhängigkeit von Keimbildung und Kristallwachstum von der Temperatur und das Schema eines Temperregimes eines Glases. Temperatur TKG KG TKZ KZ t1 t2 t3 t4 Zeit Bild 1: Keimbildung (KZ) und Keimwachstum (KG) in Abhängigkeit von der Temperatur und Temperregime eines Glases [1] Die gezielte Wärmebehandlung des Glases zur Kristallisation läuft in zwei Stufen – Keimbildung und Kristallwachstum- ab. Für ein optimales Kristallisationsergebnis bezüglich Kristallgrößen und Kristallanzahl ist die Kenntnis der günstigen Temperaturen für Keimbildung und Kristallwachstum entscheidend. Durch Variation des Temperregimes wird die Kristallisation stark beeinflusst. Ist z. B. die Haltezeit bei KZ max sehr lang und bei KG max sehr kurz, erhält man ein sehr feinkristallines Gefüge mit einer hohen Zahl an Einzelkristallen. Die genaue Lage der Maxima von KZ und KG findet man nicht in der Literatur. Sie müssen im jeweiligen System experimentell bestimmt werden [1,2]. Kristallisation des fotostrukturierbaren Glases FS 21 Fotostrukturierbare Gläser existieren im Grundglassystem Li2O-Al2O3-SiO2. Um während des Temperprozesses gezielt die gewünschte Kristallphase Lithiummetasilikat zur Ausscheidung zu bringen, ist es notwendig, die Zusammensetzung des Glases nahe der stöchiometrischen Zusammensetzung der Kristallphase zu wählen. Die Zusammensetzung des Standardglases FS 21 (A) im Grundglassystem Li2O-Al2O3-SiO2 mit den Ausscheidungsgebieten der Kristallphasen ist in Bild 2 aufgezeigt. SiO2 Cristobalit Tridymit Li2O⋅2SiO2 Petalit ndume α-Spo ristalle k Misch A Li2O⋅SiO2 Lithium-Orthoclas Spodumen llit Mu Eukryptit 2Li2O⋅SiO2 ∑(Li2O, Na2O, K2O) Gewichts-% Al2O3 Bild 2: Dreistoffsystem Li2O-Al2O3-SiO2 [3] Die Glaszusammensetzung von FS 21 liegt im Primärausscheidungsfeld von Lithiummetasilikat. Somit ist eine wesentliche Bedingung für die Bildung von Lithiummetasilikatkristallen während einer gezielten Wärmebehandlung gegeben. Das fotostrukturierbare Glas FS 21 enthält neben den Hauptbestandteilen SiO2, Li2O und Al2O3 noch weitere Alkalioxide (Na2O und K2O, Darstellung der Summe der Alkalioxide in Bild 2) sowie für die Strukturierung wichtige Mikrozusätze. Für den Fotostrukturierungsprozess dieses Glases zur Herstellung mikromechanischer Bauteile ist die Erzeugung scharf gegenüber der Glasphase abgegrenzter, partiell kristallisierter Bereiche von wesentlicher Bedeutung. Hierzu muss die heterogene Keimbildung gezielt und selektiv durch die Einwirkung von Licht initiiert werden. Die homogene Keimbildung während des Tempervorganges sollte möglichst minimal sein, damit ein möglichst hohes Ätzratenverhältnis zwischen partiell kristallisierten Bereichen und Glasbereichen resultiert. Der lithographiebasierende Prozess der Fotostrukturierung besteht aus drei ProzessschrittenBelichten, Tempern und Ätzen. Eine Voraussetzung für die Strukturierbarkeit ist, dass in dem erschmolzenem Glas Cer als Ce 3+ und Silber als Ag + vorliegen. Während der maskierten UV- Belichtung entstehen Ce 4+ und Ag ±0. Das atomare Silber bildet während des Temperns durch Diffusion Gruppen aus Silberatomen, die bis zur kolloidalen Größe wachsen und als Kristallisationskeim für die sich bildende Kristallphase Lithiummetasilikat wirken. Diese Kristallphase besitzt in Flusssäure eine wesentlich höhere Löslichkeit als das Ausgangsglas. Die während der Temperung von FS 21 partiell kristallisierten Bereiche enthalten neben Lithiummetasilikat noch einen hohen Anteil von Restglasphase, womit sich erklärt, dass die partiell kristallisierten Bereiche eine um den Faktor 3 geringere Löslichkeit in Flusssäure besitzen als reines Lithiummetasilikat [3]. Ursache hierfür ist die Zusammensetzung des Glases, die von der stöchiometrischen Zusammensetzung von Lithiummetasilikat abweicht. In [4] durchgeführte theoretische Berechnungen aus der Glaszusammensetzung unter der Annahme der vollständigen Umsetzung von Lithiumoxid zu Lithiummetasilikat ergaben einen maximal möglichen Gehalt von 35 Gew. % Lithiummetasilikat in der Glaskeramik. Röntgenographische Untersuchungen in [3] zum tatsächlich gebildeten Anteil von Lithiummetasilikat bei der Temperung ergaben nur einen Anteil von 15 Masse % Lithiummetasilikat. Orientierende Temperversuche im Gradientenofen Mit dem bezüglich der Wertigkeiten der Mikrozusätze sensibel eingestellten Ausgangsglas erfolgten Kristallisationsuntersuchungen. Hierbei sollte die Kristallphase unter Verwendung verschiedener Temperprogramme optimal für die Löslichkeit in Flusssäure erzeugt werden. Für die Bestimmung der optimalen Keimbildungstemperatur ist noch keine zuverlässige direkte Methode bekannt, wohingegen die optimale Temperatur der Kristallwachstumsgeschwindigkeit relativ genau über den exothermen Peak der DifferentialThermoanalyse (DTA) detektierbar ist. Während der ersten Temperstufe, die gewöhnlich in der Nähe des Transformationsbereiches liegt, werden die Kristallkeime gebildet. Im Fall des vorliegenden Lithium-AluminiumSilikatglases handelt es sich um eine heterogene Keimbildung, bei der Silber als Keimbildner wirkt. Zur Einstellung günstiger Kristallverhältnisse für den Löseprozess in Flusssäure erfolgten Kristallisationsuntersuchungen zur Bestimmung eines optimalen Temperregimes. Orientierende Temperversuche im Gradientenofen lieferten Grobübersichten zur annähernden Bestimmung der Kristallisationsverhältnisse. Hierfür wurden ca. 2mm dicke Längsstreifen belichtetes Probematerial im Gradientenofen im Temperaturbereich von 475 °C bis 725 °C getempert. Die Halterung der aneinandergelegten Probematerialstreifen erfolgte auf einer 400 mm langen Kieselglashalbschale. Zur Feststellung der Kristallisationstemperaturen der unerwünschten homogenen Keimbildung wurde die Grobübersicht auch an unbelichtetem Probematerial durchgeführt. Bild 3 zeigt die Strukturänderungen der im Gradientenofen getemperten Glasproben. Bild 3: belichtete und unbelichtete Glasprobe nach Gradientenofentemperung Bestimmung der optimalen Kristallwachstumstemperatur Anhand von lichtmikroskopischen Aufnahmen, REM- Bildern, DTA- Aufnahmen und Ätztests wurde die maximale Kristallwachstumsgeschwindigkeit bestimmt. Die visuelle und mikroskopische Auswertung der Grobübersicht der belichteten, im Gradientenofen getemperten Probe zeigte ab 475 °C kolloidale Verfärbung. Es waren keine Kristalle sichtbar. Ab 550 °C war das Material bräunlich, nichttransparent, vollständig durchkristallisiert. Ab 600 °C wurden in den unbelichteten Proben Einzelkristalle der homogenen Keimbildung gefunden. Der Ätztest führte bei den belichteten bei 570 °C getemperten Proben zum größten Masseverlust. REM-Aufnahmen zeigen ebenfalls bei 570 °C die beste Vernetzung der Kristalle. Untersuchung der Keimbildungsprozesse Da vorhandene Silberkeime wegen ihrer Größe im Nanometerbereich mikroskopisch nicht mehr aufgelöst werden können, sind die bereits erwähnten experimentellen Versuche zur Bestimmung der Keimbildungstemperatur nicht geeignet. Aus diesem Grund wurde versucht, mittels Transmissionsuntersuchungen an definiert getemperten Proben Aufschluss über Keimbildungsprozesse zu erhalten. Für die Transmissionsuntersuchungen wurden ca. 1000 µm dicke polierte Proben (Fläche ca. 20x10 mm2) belichtet und im Temperaturbereich von 300°C bis 575°C in 25 K Schritten 60 min getempert. Bild 4 zeigt überblicksmäßig das für die Transmissionsuntersuchungen getemperte Probenmaterial. Bild 4 60 min getemperte Proben in Abhängigkeit von der Tempertemperatur Schon in der bei 375°C getemperten Probe ist eine leicht gelbliche kolloidale Verfärbung zu erkennen. Mit zunehmender Temperatur ändert sich der Farbverlauf der kolloidalen Verfärbung von gelb nach braun. Ab 525 °C (ProbeC2) sind die Proben nicht mehr transparent. Bild 5 zeigt die Transmissionskurven der belichteten und getemperten Proben, aufgenommen mit einem Spektralphotometer UV 3101 PC der Firma Shimadzu. 100,00 unbel Ref Transmission [%] 90,00 80,00 bel Ref 70,00 375°C 60,00 400°C 50,00 425°C 40,00 450°C 30,00 475°C 20,00 500°C 10,00 0,00 250 525°C 350 450 550 Wellenlänge [nm] Bild 5: Transmissionskurven Bereich 250 bis 500 nm In den Transmissionskurven der belichtet getemperten Proben ist schon ab 375 °C die Silberbande, die ungefähr bei ca. 420 nm liegt, zu erkennen. Mit zunehmender Temperatur ist die Silberbande stärker ausgeprägt. Ab 550 °C zeigte die durchkristallisierte Probe keine Transmission mehr im Wellenlängenbereich unter 800 nm. Aus den Transmissionsuntersuchungen lässt sich ableiten, dass die heterogene Keimbildung weit unterhalb des Transformationspunktes (450 °C) des Glases liegt. Im vorliegenden Glas wird bereits eine signifikante Keimbildung bei der ersten sichtbaren Silberbande bei 375 °C vermutet. Optimierung des Keimbildungsprozesses Zur gezielten Bildung von Ag-Keimen als Substrat für das Wachsen von Lithiummetasilikat wurden belichtete Glasrohlinge (ca. 2,5 cm²) nach einem zweistufigen Temperprogramm prozessiert. Die erste Temperstufe (vermutliche Keimbildungstemperaturen) wurde von 375 °C bis 570 °C in 25 K Schritten variiert jeweils mit 60 min Haltezeit. Die zweite Temperstufe erfolgte bei der schon ermittelten günstigen Kristallwachstumstemperatur 570 °C mit 60 min Haltezeit. 600 Temperatur [°C] 550 500 450 400 350 300 0 20 40 60 80 100 120 140 Temperzeit [min] In Bild 6 sind die verschiedenen Temperatur – Zeit – Regimes zur Kristallisation dargestellt.Bild 6: Temperatur – Zeit – Regimes zur Kristallisation Zur Aufklärung der Kristallstruktur der gezielt getemperten Proben wurden REM – Aufnahmen angefertigt. Bild 7 zeigt die REM – Aufnahmen der entsprechenden Proben. Bild 7: REM – Aufnahmen unterschiedlich kristallisierter Proben (jeweils von links nach rechts 1h Keimbildung bei 375 °C, 400 °C, 425 °C, 450 °C(Zeile1), 475 °C, 500 °C, 525 °C, 550 °C (Zeile2) und 1h 570 °C Kristallwachstum (analog getempert) Die Auswertung der REM – Bilder zeigt: • • • Es gibt keine wesentlichen Unterschiede in Kristallzahl und –größe Im untersuchten Parameterbereich konnte kein Einfluss der Temperatur der ersten Haltestufe auf die Kristallisation gefunden werden. Die Bildung der Ag-Keime des untersuchten Glases erfolgt unterhalb der Transformationstemperatur eventuell schon ab 375 °C Ausblick Weiterführende Arbeiten werden die Simulation der Kristallisationsprozesse sowie Röntgen- ,TEM- und DTA- Untersuchungen zum Inhalt haben. Dabei werden Variationen der chemischen Zusammensetzungen der Gläser berücksichtigt. Literatur- und Quellenhinweise: [1] [2] [3] [4] Pavluskin, M.M.: Vitrokeramik, 1. Auflage, Leipzig 1986 Vogel, W.: Glaschemie. 3. überarb. Auflage, Berlin: Springer, 1992 Ehrhardt, A.: Beitrag zur Entwicklung fotostrukturierbarer Gläser und Glaskeramiken mit unterschiedlichen thermischen Ausdehnungskoeffizienten.Ilmenau, Techn. Univ., Dissertation, 1999 Harnisch, A.: Komplexe Bauteile aus mikrostrukturierbarem Glas.Ilmenau, Techn. Univ., 1998 Autorenangabe: S. Mrotzek Technische Universität Ilmenau Fachgebiet Glas- und Keramiktechnologie PF 100565 98684 Ilmenau Tel: 03677 693184 Fax: 03677 691436 e-mail: [email protected]