Lektion 1: Funktion, Anforderungen, Konstruktion, Technologie In
Werbung

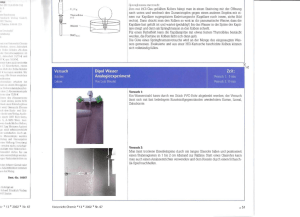
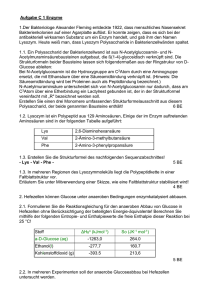
Lektion 1: Funktion, Anforderungen, Konstruktion, Technologie In den Hubkolbenmotoren verbindet das Pleuel den Kolben mit der Kurbelwelle. Das Pleuel hat die Aufgabe, die auf den Kolben wirkenden Gas- und Massenkräfte auf den rotierenden Hubzapfen der Kurbelwelle zu übertragen. • Das Pleuel verbindet den Kolben mit der Kurbelwelle • Über das Pleuel wird der oszillierende Bewegung des Kolbens in eine rotierende Bewegung der Kurbelwelle umgesetzt • Das Pleuel überträgt die Kräfte vom Kolben auf die Kurbelwelle Grundsätzlich gilt: Massenreduzierung und Optimierung der Gestaltfestigkeit sind ähnlich wie beim Kolben untrennbar miteinander verbunden. Aus dieser Aufgabe resultieren folgende Anforderungen: • • • Geringe Masse (Die Kolbenmasse verursacht im Motorbetrieb Massenkräfte!) Ausreichende Gestaltfestigkeit: Knicksicherheit des Pleuelschafts Formsteifigkeit des Pleuelauges und des Pleuelkopfes damit die Tragfähigkeit des hydrodynamischen Schmierfilms nicht beeinträchtigt wird Dauerfeste Pleuelschraubenverbindung Ausreichende Dimensionierung der Lagerstellen (Durchmesser, Lagerbreite) unter Berücksichtigung der Tragfähigkeit des Lagers Beanspruchung des Pleuels Im Motorbetrieb wirken auf das Pleuel Druckkräfte (Gaskraft), sowie Zug- und Querkräfte (Massenkraft). Bezüglich Beanspruchung müssen die einzelnen Teile des Pleuels (Pleuelauge, Pleuelschaft, Pleuelkopf) getrennt betrachtet und untersucht werden. Für die kritische Beanspruchung des Pleuelkopfes und des kleinen Pleuelauges sind die Zugkräfte aus der Massenkraft verantwortlich. Vereinfacht angenommen können Pleuelkopf und Pleuelauge als ringförmig geschlossene Strukturen betrachtet werden. Durch die Zugkräfte entsteht eine Biegebeanspruchung und es kommt zu einer Ovalverformung. Die für die Belastung relevante Zugkräfte sind aber bei Pleuelauge und Pleuelkopf unterschiedlich groß. Pleuelauge: Pleuelkopf: Massenkraft des Kolbens ( FmK ) Massenkraft des Kolbens und der Oszillierende Massenkraftanteil vom Pleuel ( FmPl K ), abzüglich der des Pleuellagerdeckels Bild 4.1 Deformation infolge Massenkraftbelastung des Pleuelkopfes und des kleinen Pleuelauges Pleuelschaft Das Pleuelschaft unterliegt in erster Linie einer Zug-Druck-Wechselbeanspruchung. Die Druckbeanspruchung ergibt sich aus der Gaskraft, Zugbeanspruchung aus der Massenkraft. Bei der Auslegung muss das Pleuelschaft in den meisten Fällen nur auf ausreichende Knicksicherheit geprüft werden (Druckbelastung). Bild 4.2 Deformation infolge Druckbelastung des Pleuelschaftes durch die Gaskräfte Bei Motoren mit hohen Betriebsdrehzahlen muss allerdings die Biegebelastung des Pleuelschafts durch die eigenen Massenkräfte infolge Quer-Beschleunigung berücksichtigt werden. Die Querbeschleunigung tritt periodisch mit wechselndem Vorzeichen auf. Neben der Biegebelastung können die entstehenden Massenkräfte auch Biegeschwingungen generieren. Bild 4.3 Biegebelastung des Pleuelschafts durch Massenkräfte infolge Querbeschleunigung Gestaltung des Pleuels Das Pleuelauge und das Pleuelkopf (auch großes Pleuelauge genannt) werden mit das Pleuelschaft verbunden. Über das Pleuelauge wird die Verbindung zum Kolben mittels Kolbenbolzen hergestellt. Zur Lagerung des Kolbenbolzens dient die Pleuelbuchse, die in das kleine Auge eingepresst wird. Alternativ kann die Lagerung in den Kolben verlegt werden. In diesem Fall wird der Kolbenbolzen in das Pleuelauge eingeschrumpft. Das Pleuelkopf ist in der Regel geteilt, damit eine Montage auf der Kurbelwelle möglich ist. Das Pleueldeckel wird in der Teilebene fixiert. Eine Schraubenverbindung sorgt für eine feste Verbindung des Pleuelkopfes. Bild X.4 zeigt den Aufbau einer kompletten Pleuelverbindung und die Bezeichnungen der wichtigsten Teilmodule Bild 4.4 Aufbau eines geteilten Pleuels Die Festlegung der Pleuellänge ist eine Kompromissfrage. Kurze Pleuel haben zwar eine kleinere Masse, allerdings verhältnismäßig größere Massenkräfte zweiter Ordnung. Trotz der Bestrebung nach kurzen Pleuelstangen muss der Freigang der Gegengewichte an der Kurbelwelle noch gewährleistet werden. Der Schaft wird meist mit in Schwingrichtung biegefestem I-Querschnitt ausgeführt. Er kann mit konstanter Breite (A) oder zum kleinen Auge hin leicht verjüngt (B) ausgeführt werden. Bild 4.5 Pleuelschaft - Möglichkeiten für Formgebung Die Übergänge vom Schaft zum Pleuelauge und Pleuelkopf sind mit großen Radien zu versehen, damit große Spannungsspitzen vermieden werden. Die Breite des Pleuelauges muss entsprechend der Auftretenden Belastung ausgelegt werden. Vermehrt werden auch sogenannte Trapezpleuel mit schrägen Seitenflächen eingesetzt. Der Trapezpleuel hat zwei Vorteile. Erstens kann damit das Pleuelgewicht – und damit die oszillierende Massenkraft- gesenkt werden. Andererseits bieten Trapezpleuel-Konstruktionen die Möglichkeit, den Kolbenboden und den Übergang Kolbenboden-Kolbennabe bezüglich Festigkeit und Krafteinteilung günstiger zu gestalten. Bild 4.6 Trapezpleuel Das Pleuelkopf wird nach Möglichkeit gerade geteilt. Diese Art der Teilung bringt einfache Beanspruchungsverhältnisse mit sich. Schräge Teilung kann nötig sein, um auch bei großen Kurbelzapfendurchmessern den Ein- und Ausbau des Pleuels nach oben zu ermöglichen. Nachteil des schräg geteilten Pleuels ist, dass die Sacklochbohrung für die Pleuelschraube im Bereich der höchsten Belastung ausläuft und in der Trennfläche eine hohe Querkraft aufgenommen werden muss. Bild 4.7 Schräg geteiltes Pleuel Die Schrauben sind möglichst nahe am Lager anzubringen. Es können sowohl Durchgangschrauben als auch Kopfschrauben verwendet werden. Die Deckel müssen bei der Montage genau fixiert werden. Bild 4.8 Möglichkeiten zur Aufnahme von Querkräften Die Lagefixierung der durch die Schrauben verbundenen Pleueldeckel erfolgt bei gerade geteilten Pleuelköpfen durch Passhülsen, Passstifte oder durch einen Fixierbund am Schraubenschaft gewährleistet werden. Beim schräg geteilten Pleuelkopf und Kopfschrauben werden die Querkräfte in der Trennfuge durch spezielle Verzahnung aufgenommen. Bei den modernen Bruchtrennpleueln gewährleistet die Bruchfläche die nötige formschlüssige Verbindung, durch die Verschiebung durch die Querkräfte verhindert werden kann. Herstellung von Pleueln Die Herstellung des Pleuel-Rohteils kann auf verschieden Arten erfolgen: Gesenkschmieden Gießen (Stahl- und Temperguss) Sintern Gesenkschmieden Werkstoffe: mikrolegierte Stähle Ausgangsmaterial für die Rohteilherstellung ist Stabstahl in Rund- oder Quadratquerschnitt, der auf eine Temperatur zwischen 1250 oC und 1300oC erwärmt wird. In einem Reckwalzprozess wird zunächst eine Vorverteilung der Massen zum großen und kleinen Pleuelauge hin durchgeführt. Die Hauptumformung erfolgt in einer Presse oder einem Hammeraggregat. Das überschüssige Material fließt in einen Grat, der in der nachfolgenden Operation entfernt wird. Gleichzeitig mit dem Abgraten wird das große Auge und bei NKW-Pleuel das kleine Auge gelocht. Zur Einstellung der erforderlichen Gefügeeigenschaften werden je nach Stahllegierung die Pleuels im kontrollierten Luftstrom abgekühlt (BY = Best Yield Kühlung) oder es erfolgt eine separate Wärmebehandlung. Abschließend wird der Zunder auf dem Rohteil durch Reinigungsstrahlen entfernt, wobei Druckeigenspannungen von 300 MPa im oberflächennahen Bereich erzeugt werden. In den meisten Fällen werden Pleuelstange und Pleueldeckel gemeinsam geschmiedet und während der Bearbeitung getrennt. Je nach Pleuel und Anlagengröße werden Doppelstücke, d. h. zwei Pleuels gleichzeitig im Gesenk geschmiedet, was zu einer höheren Produktivität führt. Gießen Gusswerkstoffe: Gußeisen mit Kugelgraphit oder Schwarzer Temperguss Ausgangspunkt für die Rohteilherstellung ist ein Modell aus Kunststoff oder Metall bestehend aus zwei Hälften, welche zusammengesetzt ein positives Abbild des Pleuels darstellen. Mit diesem Modell kann die Sandform hergestellt werden.. Die Sandformen stellen je ein negatives Abbild der entsprechenden Modellformen, in denen ein Hohlraum in Gestalt der herzustellenden Pleuels vorliegt. Dieser wird mit flüssigem Gusseisen gefüllt, das im Kupol- oder Elektroofen mit Stahlschrott als Einsatz erschmolzen wird. Das Metall erstarrt nach dem Gießen langsam in der Form. Sintern Werkstoff: Pulvermetall Werkstoffe: „Sint F30“ oder und Sint „F31“. Sie erreichen eine Zugfestigkeit bis 900 MPa. Der Herstellprozess beginnt mit dem servo-hydraulischem Pressen des fertiglegierten Pulvers zu einem Grünling. Das nachfolgende Wiegen stellt sicher, dass der Grünling eine enge Gewichtstoleranz von ± 0,5 % erfüllt. Der Sinterprozess findet in einem elektrisch beheizten Durchlaufofen statt, in dem die Teile bei etwa 1120 oC ca. 15 min verweilen. Im anschließenden Schmiedevorgang wird ausschließlich eine Höhenreduktion des Bauteils durchgeführt, um die Dichte des Bauteils bis zur theoretischen Grenze zu erhöhen. Abschließend wird durch Kugelstrahlen ein Druckeigenspannungszustand in der Oberfläche eingestellt. Bild 4.9 Herstellungsverfahren für sintergeschmiedete Pleuel Bruchgetrennte Pleuel Als Cracken bezeichnet man das Bruchtrennen von Pleuelstange und Deckel. Voraussetzung dafür ist der zum Verfahren geeigneter Werkstoff mit einem besonders grobkörnigen Gefüge. Um keine bleibende Deformationen beim Kracken zu bekommen, sollte sollte das Verhältnis Zugfestigkeit und Streckgrenze etwa 2:1 sein. Die wichtigsten Schritte bei der Bearbeitung: Schleifen der Stirnflächen von großem und kleinem Auge Vorspindeln (großes und kleines Auge) Bohren und Gewindeschneiden der Schraubenlöcher Cracken Bild 4.10 Verfahren für Pleuel Bruchtrennen Verschrauben von Deckel und Stange und (wenn nötig) Einsetzen der Buchse Fertigschleifen der Stirnflächen, Trapez des kleinen Auge fräsen Bohren des kleinen Auges Spindeln des großen Auges, optional Honen Einstellen des Sollgewichtes durch Abfräsen der Nocken Bild 4.11 Nocken für die Einstellung des Pleuelgewichtes Zur Einstellung des Sollgewichtes für das fertig bearbeitete Pleuel können am kleinen und/oder großen Auge des Rohteils Nocken vorgesehen werden, die während der mechanischen Bearbeitung so weit abgefräst werden, dass das Sollgewicht exakt erreicht wird.